

Haat makes both Regenerative Thermal Oxidizers (RTO) and Direct Fired Thermal Oxidizers (DFTO) for waste gas by incineration. The applications include process waste gases and VOC laden exhaust air as well as hazardous air pollutants which are oxidized in these systems to make them pollution free for release to the atmosphere so as to comply with local air regulations.
Some exhaust stream characteristics are the key to selecting the right system: pollutant type, pollutant concentration, air flow volume, air flow temperature, etc. It is vital to properly characterize, identify and measure process conditions for the simple reason that incorrect air flow volumes or lower heat release estimates result in an oxidizer that will not work and could lead to explosions.
The Regenerative Thermal Oxidizer (RTO) is chosen to incinerate and get rid of VOCs and HAPs (Hazardous Air Pollutants) and odour from industrial processes. Haat RTOs use the combination of high heat, residence time and turbulence to destroy the pollutants and converts them into carbon dioxide and water vapour.
These could be either 2-bed or 3-bed systems with sufficient internal volume to handle the waste gas coming in and to accommodate the required quantity of ceramic honeycomb filters for proper heat exchange. There are incoming ducts carrying the waste gas into one bed and there are outgoing ducts taking the cleaned gas from the second bed to the stack thru an ID fan. The waste gas is pulled or pushed into the chamber with the help of powerful ID/FD fan which generally has VFD control to automatically adjust the fan speed depending on the varying waste gas flow rate or pressure drop across beds. The flow of the gas is reversed every so often so that the bed which has become hot (by absorbing the heat from the outgoing hot gas), changes its role and becomes the bed which releases heat in reverse flow to the incoming cold gas and helps in making it hot and highly energy efficient, with no or very little fuel required in the combustion zone so long as the waste has sufficient calorific value. This is done automatically at predetermined intervals so as to take full advantage of the hot filters. The ducts are provided with extremely fast acting butterfly valves which open and close in a split second, so that unburnt gases are not released to the atmosphere.
Since the outgoing gas is cooled by the ceramic bed, the outlet temperature is normally well below than 200°C.
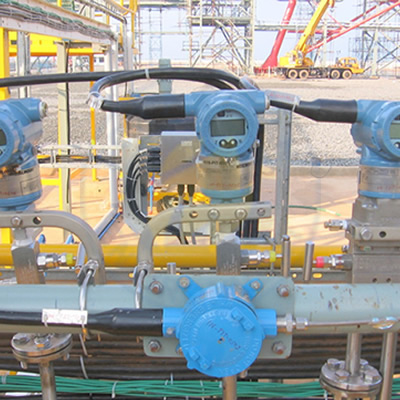
There is a gas igniter provided, which mostly serves as a pilot burner because the VOC content in the waste gas has enough calorific value to sustain the burning. There is a cooling air fan for the burner. The system is provided with all the required instruments and gauges such as flow, pressure, differential pressure and temperature transmitters.
The complete unit operates
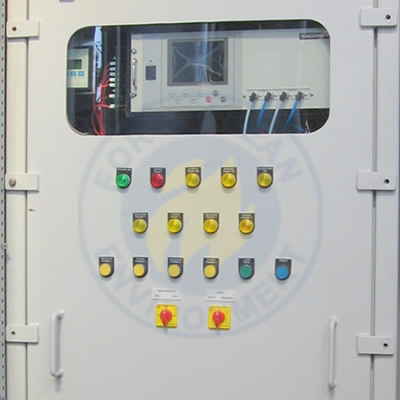
Colour touch screen HMIs are often provided to make the operation and fault diagnostics very simple. The entire HMI provides the status of various equipment, alarms and instrument measured values. It will also provide options to troubleshoot problems so operation of the entire plant is very simple.
The entire system is called “Regenerative Thermal Oxidizer” because the required heat for incineration is regenerated and reused within the chamber without any extraneous fuel. Hence this system is one of the most economical one in terms of running costs.
Features and benefits:
• Models covering various flow rates (standard range is 500-100,000
m3/h)
• Destruction efficiency > 99%
• Pre-wired, shop assembled and tested
• Specially made honeycomb ceramic filters with minute orifices
(44/sq.in) to aid in excellent heat absorption and release
• Powerful, fast acting, non-leaking butterfly valves with a timing of less
than 1.5 seconds
• PLC control panel with HMI for fully automatic operation
• High end instrumentation for reliability.
• VFD controlled fan
• ID or FD fan as the design demands
• Gas ignitor with cooling arrangement for supplementary fuel
• Insulated ducting for safety
• Downstream air pollution control equipment, such as bag houses,
where required
• Maintenance door for easy access to chamber
• 2 or 3 chamber (bed) design
• In-built safety features
• Very low operating costs
• Environment friendly
Haat has 24+ years’ experience in making Incinerators, Thermal Oxidisers, Air Pollution Control Equipment and other upstream and downstream equipment.







“Haat can be relied on to meet urgent requirements.” – Sanjay Tulshyan, Managing Director, Technical Associates, Nepal.